
 您的位置:
您的位置:




自动化换热机组食品应用
自动化换热机组食品应用
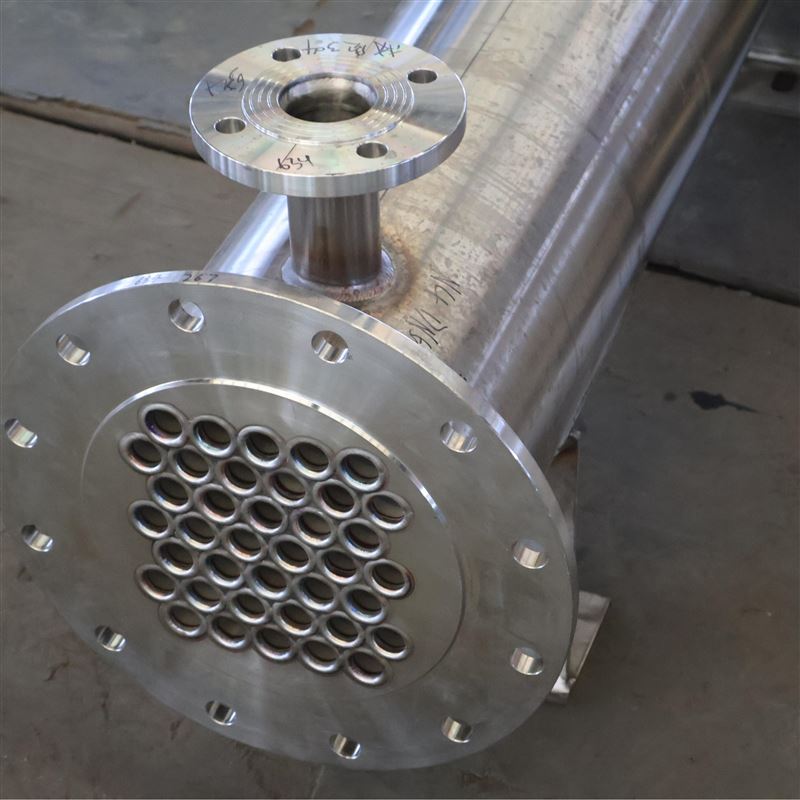
自动化换热机组在食品工业中的应用
引言
在食品工业中,温度控制是确保产品质量、安全性和生产效率的关键环节。从原料预处理到终端产品包装,每一个步骤都需要精确的温度管理。自动化换热机组凭借其高效换热、精准控温、节能环保等特性,成为食品加工过程中的热能管理设备。

自动化换热机组的技术优势
高效换热能力
自动化换热机组采用的换热技术和高效传热材料,如螺旋缠绕管束、微通道设计等,显著增强了流体湍流,提高了传热系数。例如,某型号机组通过优化板片间距,使传热系数提升至8000 W/(m²·K),较传统机组提高40%。这种高效传热性能使得机组在食品加工过程中能够快速实现热量传递,提高生产效率。
精准控温技术
自动化换热机组配备的控制系统和传感器,能够实时监测流体参数,并自动调节混水比例和循环泵转速,实现精确控温。例如,在乳制品加工过程中,机组可将温度波动控制在±0.5℃以内,确保产品质量和安全性。这种精确控温性能使得机组能够满足食品加工过程中对温度的严格要求,提高产品合格率。
节能环保特性
自动化换热机组通过优化热传导与流体动力学设计,实现了热量的高效利用和能源的节约。例如,在集中供热系统中,机组通过精确调节供热介质的温度和流量,避免了能源的浪费。同时,机组还可回收工业余热,将其转化为可用于生产过程或供暖的热水或蒸汽,进一步提高能源利用效率。例如,某钢铁厂项目采用自动化换热机组回收高炉煤气余热,实现余热回收率超80%,年减排二氧化硫500吨。
耐腐蚀与卫生安全
食品加工过程中,介质往往具有腐蚀性,如酸性、碱性物质等。自动化换热机组采用耐腐蚀材料制造,如316L不锈钢、钛合金或碳化硅复合材料等,能够耐受氯离子、有机酸等腐蚀性介质,延长设备寿命。例如,在酱油灭菌工艺中,机组承受15%盐分腐蚀,设备寿命超10年,色值变化ΔE<1.0,年增效百万元级。此外,机组符合FDA、欧盟EC等国际食品接触标准,采用电解抛光技术形成氧化铬保护膜,杀菌率达99.9%,无重金属析出风险,保障产品质量和消费者健康。
自动化换热机组在食品工业中的典型应用
乳制品加工
在乳制品加工过程中,温度控制是确保产品质量和安全性的关键因素。自动化换热机组广泛应用于乳制品的杀菌、冷却和预热等环节。例如,在UHT(超高温瞬时灭菌)工艺中,机组通过精确控制高温杀菌与低温冷却介质的温差,实现高效的热量传递,同时保留牛奶中的营养成分。山东某乳企采用双管板无菌设计的缠绕管式换热器作为自动化换热机组的核心部件,实现了137℃杀菌与4℃冷却介质的温差利用率92%,较传统设备节能18%,保留率提高12%,年节约蒸汽费用达96万元。

饮料生产
饮料生产过程中,温度控制对产品的口感、色泽和保质期有着重要影响。自动化换热机组在饮料的发酵、杀菌和冷却等环节发挥着重要作用。例如,在果汁浓缩工艺中,列管式换热器作为二效蒸发器冷凝器,回收蒸汽潜热,降低能耗。某果汁加工企业采用自动化换热机组后,吨奶蒸汽消耗从1.2吨降至0.7吨,年节约蒸汽483吨,减少二氧化碳排放800吨。此外,在啤酒酿造过程中,机组通过精确控温,确保麦汁发酵环境的稳定性,提高酵母活性,缩短发酵周期。
肉类加工
肉类加工过程中,快速冷却和精确控温是防止肉质变质、保持细胞结构完整的关键。自动化换热机组通过快速降低宰杀后的肉块温度,有效抑制微生物繁殖,提高产品合格率。例如,某肉类加工企业采用列管式换热器对肉块进行快速冷却,防止肉质变质,产品合格率提升10%。同时,机组还可用于肉类加工过程中的热水供应,满足清洗、消毒等工艺需求。
烘焙食品生产
在烘焙食品生产过程中,自动化换热机组可根据不同面包品种的需求,灵活调节烤箱温度,实现烘焙效果。此外,机组还可用于烘焙食品生产过程中的蒸汽供应,满足蒸煮、发酵等工艺需求。
自动化换热机组在食品工业中的未来发展趋势
智能化发展
随着物联网、大数据、人工智能等技术的不断发展,自动化换热机组将向智能化方向发展。未来的机组将具备远程监控、自动诊断、智能调节等功能,能够实现与上位管理系统的无缝对接,提高系统的运行管理效率和智能化水平。例如,通过安装智能传感器和边缘计算设备,实现毫秒级参数调节,适应非线性工况。
绿色化发展
为了降低能源消耗和环境污染,未来的自动化换热机组将采用更加节能环保的技术和材料。例如,开发高效的换热器、新型的水泵节能技术、可再生能源利用等,进一步降低能源消耗和环境污染。同时,建立材料回收体系,提高设备回收率,降低碳排放。例如,碳化硅设备回收率≥95%,碳排放降低60%。
集成化与模块化发展
为了提高机组的安装便捷性和运行稳定性,未来的自动化换热机组将向集成化程度更高的方向发展。将更多的功能模块集成在一个机组内,减少占地面积和安装工作量,同时提高各部件之间的协同工作能力。模块化设计则可根据企业的实际需求进行灵活组合和扩展,满足不同规模和生产工艺的余热回收需求。例如,支持快速更换碳化硅管束,单次维修停机时间缩短至8小时以内,适应空间受限的工况。
拓展应用边界
随着氢能、超临界CO₂等新兴领域的发展,自动化换热机组将进一步拓展应用边界。例如,结合氢能储运、海水淡化等需求,推动不锈钢换热器成为跨行业热交换的核心装备。同时,开发超临界换热应用,为应对气候变化提供解决方案。

结论
自动化换热机组凭借其高效换热、精准控温、节能环保等特性,在食品工业中发挥着至关重要的作用。从乳制品加工到饮料生产,从肉类加工到烘焙食品生产,自动化换热机组为食品加工过程中的温度管理提供了可靠的解决方案。随着技术的不断进步和应用领域的持续拓展,自动化换热机组将继续食品工业向高效、安全和可持续发展的方向迈进。
- 上一篇:可拆式不锈钢换热机组结构
- 下一篇:高压列管换热设备-传热效率高
 咨询电话
咨询电话