
 您的位置:
您的位置:



金属酸洗碳化硅换热装置标准
金属酸洗碳化硅换热装置标准
金属酸洗碳化硅换热装置耐腐蚀GB标准解析
一、引言
金属酸洗工艺是去除金属表面氧化层、提升材料性能的关键环节,广泛应用于石油、化工、冶金等行业。然而,传统金属换热器在强酸、高温及高腐蚀性环境下,常面临泄漏、腐蚀及热效率低下等问题。碳化硅(SiC)陶瓷凭借其耐高温、耐强酸、抗氢渗透的独特性能,成为破解这一困局的关键材料。我国通过一系列国家标准(GB)对金属酸洗碳化硅换热装置的耐腐蚀性、材料选择、结构设计及检测方法进行了系统性规范。

二、核心GB标准框架
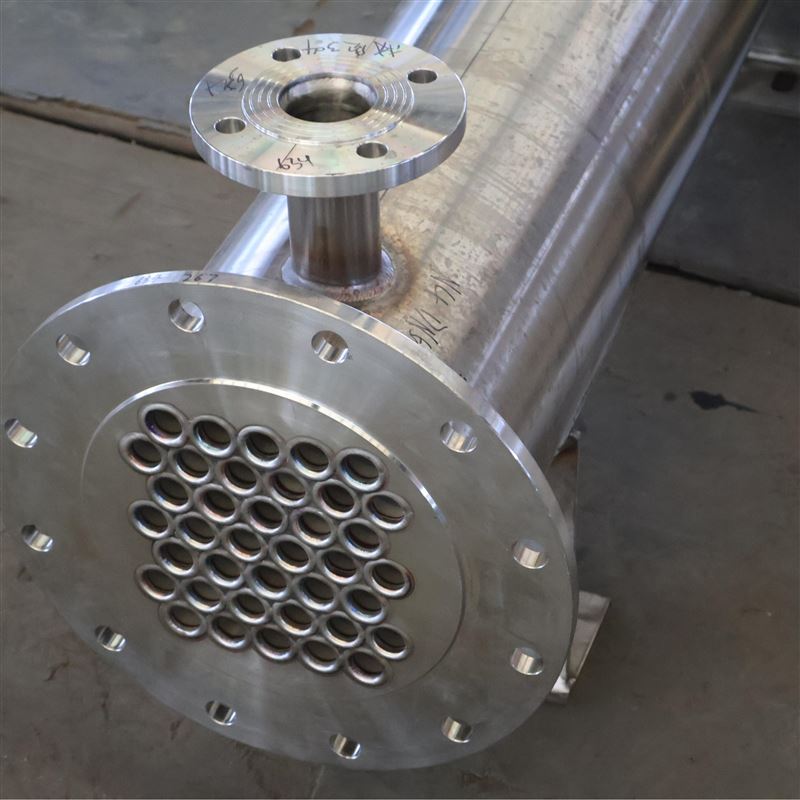
GB/T 151-2014《热交换器》
该标准规定了管壳式换热器的设计、制造、检验及验收规范,包括固定管板式、浮头式、U形管式等多种结构类型。针对碳化硅换热装置,标准明确了以下要求:
材料选择:换热管束需采用高纯度碳化硅陶瓷,确保在强酸环境下的化学稳定性。
结构设计:管程与壳程需独立设计,避免交叉污染;支持模块化扩展,适应不同规模酸洗线需求。
密封要求:采用双O形环密封结构,内腔充氮气保护,外腔集成压力传感器与有毒气体报警器,泄漏率≤0.01%/年。
GB/T 23971-2009《热载体油》
虽主要针对热载体油,但标准中定义的导热油物理化学性能指标(如闪点、酸值、残炭等)为换热装置选材提供了介质特性依据,间接影响耐腐蚀材料的选择。
GB/T 27698-2011《热交换器性能试验方法》
定义了传热系数、冷凝效率等关键性能参数的测试方法,确保碳化硅换热装置满足热工设计要求。例如,通过模拟工况下的720小时浸泡试验,验证材料在强酸中的化学稳定性。
行业专项标准
耐腐蚀性要求:碳化硅材料需对浓硫酸(98%)、(40%)、熔融盐等介质呈化学惰性,年腐蚀速率≤0.005mm,较316L不锈钢耐蚀性提升100倍。
耐高温性:熔点高达2700℃,可在1600℃下长期稳定运行,短时耐受2000℃温度,适应酸洗工艺中80-120℃的操作温度范围。
抗热震性:热膨胀系数仅为金属的1/3,可承受400℃/min的剧变温差,避免热应力开裂。
三、材料选择与结构设计规范
材料选择
碳化硅陶瓷:作为核心传热介质,需满足高纯度(≥99.5%)、低孔隙率(≤0.5%)等要求,确保在强酸环境下的长期稳定性。
密封材料:采用碳化硅-石墨复合密封垫,耐受250℃高温及强腐蚀介质,确保设备长期密封性能。
壳体材料:根据介质特性选择碳钢、不锈钢或玻璃纤维内衬材料,提供外部保护。
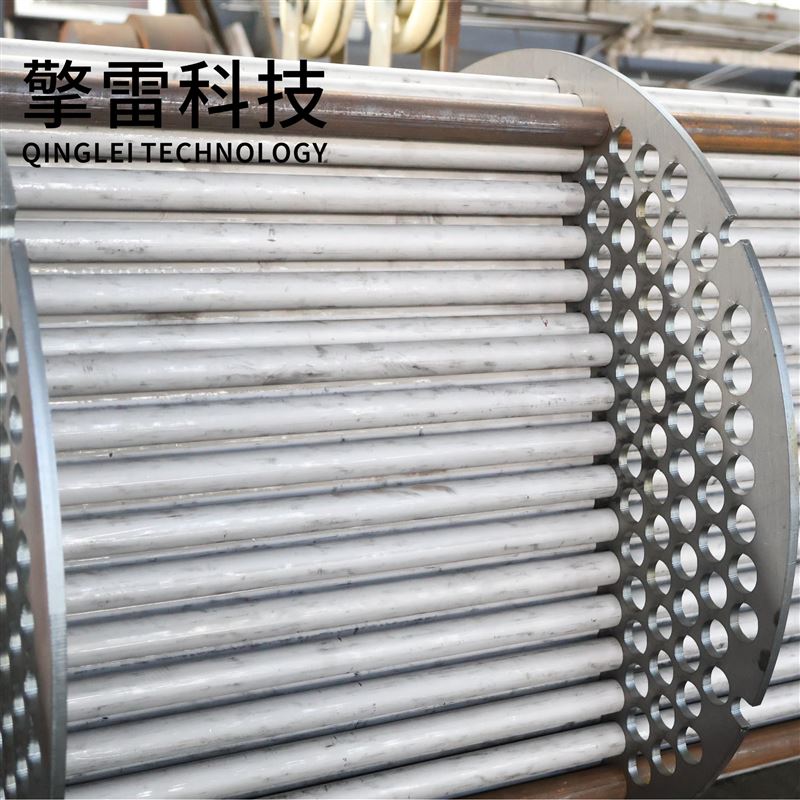
结构设计
模块化设计:支持单管束或管箱的独立更换,维护时间缩短70%,降低停机成本。
螺旋缠绕管束:通过螺旋角形成三维湍流通道,增强流体扰动,提高传热系数30%-50%。
自补偿式膨胀节:与弹性管板配合,自动吸收热胀冷缩变形,避免开裂,确保设备在温差跨度达500℃的工况下稳定运行。

四、耐腐蚀检测方法
化学稳定性试验
参照ASTM G31标准,在模拟工况下进行720小时浸泡试验,验证碳化硅材料在强酸中的腐蚀速率是否符合标准要求。
压力试验与密封性试验
压力试验:在设计压力(1.6MPa)下保持30分钟,检查设备无泄漏、无异常变形。
密封性试验:采用气密性检测方法,确保泄漏率≤0.01%/年。
热效率测试
通过实际工况模拟,测试换热装置的传热系数、冷凝效率等关键性能参数,确保满足设计要求。例如,在钢铁酸洗线中,回收80℃废酸余热用于预热新酸液,系统热效率需提升≥35%。
五、应用案例与经济效益
钢铁酸洗线
某钢铁企业采用碳化硅换热装置回收80℃废酸余热,用于预热新酸液,系统热效率提升35%,年节约蒸汽成本超百万元。同时,设备寿命延长至10年以上,较传统金属设备提升3倍,年维护成本降低75%。
汽车零部件酸洗
在汽车弹簧、高强度螺栓的酸洗中,碳化硅换热装置避免氢原子渗入设备材质,零件氢脆发生率降低90%,产品质量显著提升。
铝型材酸洗
设备承受(5%)与硝酸(10%)混合酸液,表面粗糙度Ra≤0.4μm,避免铝材过腐蚀,满足高精度加工需求。
- 上一篇:双程列管式换热装置耐腐蚀GB标准
- 下一篇:高压列管换热设备-传热效率高
 咨询电话
咨询电话