
 您的位置:
您的位置:



甲苯缠绕管冷凝器化工应用
甲苯缠绕管冷凝器化工应用
甲苯缠绕管冷凝器在化工领域的应用解析
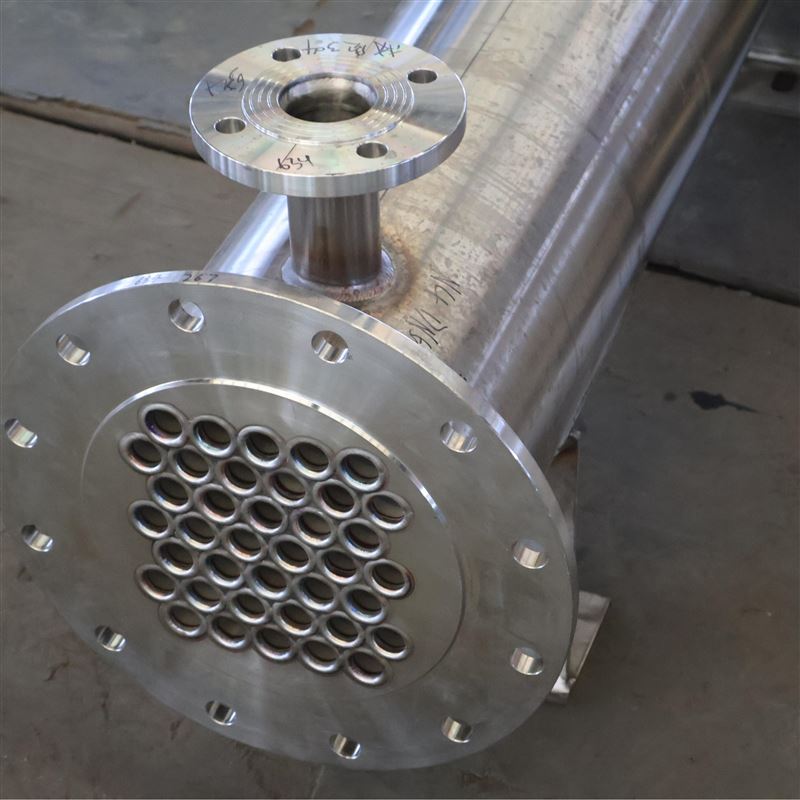
一、技术原理与结构优势
甲苯缠绕管冷凝器通过螺旋缠绕管束与三维立体传热结构实现高效热交换。其核心设计包括:

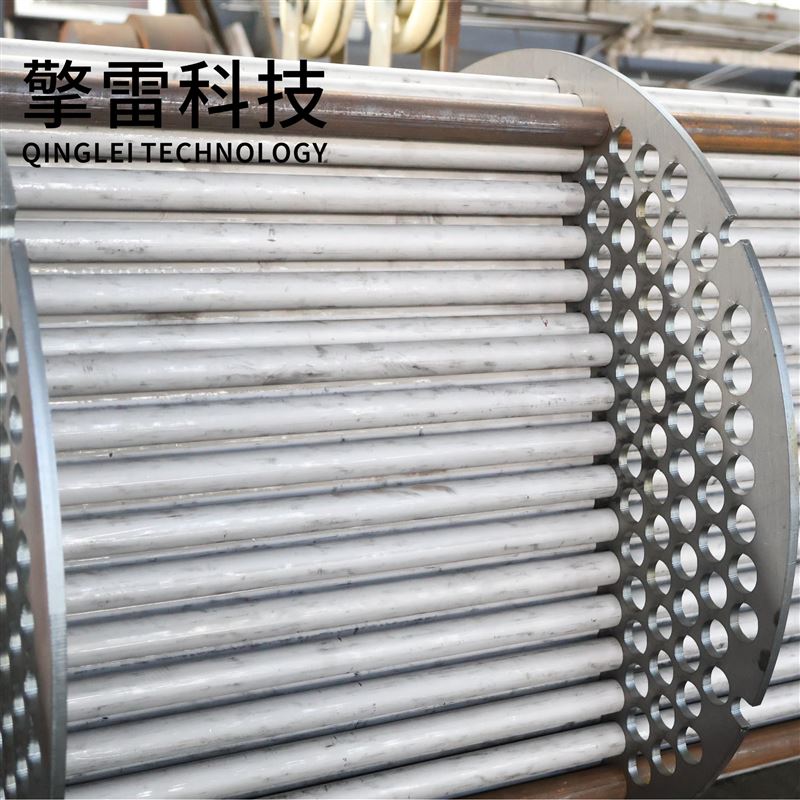
螺旋缠绕管束:数百根换热管以3°—20°的螺旋角反向缠绕于中心筒体,形成三维螺旋通道。相邻层缠绕方向相反,确保流体充分接触,湍流强度提升3—5倍,传热系数达8000—13600 W/(m²·℃),较传统列管式冷凝器提升3—7倍。
耐腐蚀材料:采用316L不锈钢、钛合金、哈氏合金或碳化硅复合管束,适应含Cl⁻、H₂S、酸性介质等工况。例如,在湿氯气环境中连续运行5年无腐蚀,寿命较传统设备延长3倍。
模块化设计:支持单管束更换,维护时间缩短70%,年维护费用降低40%。壳程流速优化至1—2m/s,结合自清洁螺旋结构,清洗周期延长至6—12个月,污垢沉积率降低70%。
二、化工行业核心应用场景
甲苯精馏与冷凝
在甲苯-二甲苯分离工艺中,缠绕管冷凝器将塔顶蒸出的甲苯蒸汽冷凝为液体,部分作为回流液返回塔内,部分作为产品采出。其冷凝效率达98%,热回收效率≥95%,单台设备年节约蒸汽1.2万吨,溶媒回收率提升20%,年节约成本超500万元。
反应热回收与控温
苯的烷基化反应:回收高温甲苯热量用于预热原料,某石化企业应用后能耗降低18%,碳排放减少8000吨/年。
甲苯氧化制备苯甲酸:作为反应釜夹套的辅助换热设备,快速移除反应热,转化率提升5%—8%。
头孢类抗生素合成:实现甲苯溶液的快速、均匀降温,避免晶体杂质包裹,产物纯度提升至99.95%,符合GMP标准。
强腐蚀介质处理
硫酸浓缩与盐酸回收:直接处理浓度98%以上的硫酸蒸汽、31%的盐酸蒸汽,避免传统金属冷凝器的腐蚀泄漏问题。
农药合成:在含酸性杂质的甲苯介质中稳定运行,提升产品纯度与生产效率。
废气治理与资源回收
VOCs回收:在RTO焚烧炉中预热废气至760℃,减少燃料消耗30%;在烟气脱硫脱白工艺中,冷却烟气至45℃,消除“白色烟羽"现象,VOCs排放浓度降低50%。
甲苯废气冷凝回收:利用低温乙二醇溶液作为换热介质,将甲苯废气从80℃冷却至20℃以下,回收率达95%以上。
三、典型案例分析
某石化企业甲苯精馏塔改造
问题:传统列管式冷凝器因结垢导致冷凝效率下降,精馏塔操作波动大。

解决方案:替换为甲苯缠绕管冷凝器,采用碳化硅复合管束与螺旋缠绕结构。
效果:冷凝效率提升至98%,热回收效率≥95%,单台设备年节约蒸汽1.2万吨,维护成本降低40%,运行稳定性显著提高。
某头孢类抗生素生产企业控温优化
问题:反应釜控温精度不足,导致产物纯度波动。
解决方案:引入甲苯缠绕管冷凝器作为辅助换热设备,实现±0.5℃精确控温。
效果:产物纯度提升至99.95%,年节约成本超500万元,符合国际制药标准。
四、未来发展趋势
材料创新:研发石墨烯/碳化硅复合材料,导热系数突破300 W/(m·K),耐温提升至1500℃,适应超临界流体等工况。
结构优化:采用3D打印技术制造仿生树状分叉流道,比表面积提升至500m²/m³,传热系数突破15000 W/(m²·℃)。
智能化升级:集成物联网传感器与AI算法,实时监测管壁温度、流体流速,动态调整工况以实现能效,故障预警准确率>98%。
应用领域拓展:向氢能储能、碳捕集与封存、深海资源开发等新兴领域延伸,满足更多工况下的热管理需求。

五、结论
甲苯缠绕管冷凝器凭借其高效传热、耐腐蚀、模块化设计及智能化控制优势,已成为化工行业热管理系统的核心装备。从甲苯精馏到反应热回收,从废气治理到资源回收,其应用贯穿化工生产全流程,显著提升能源利用率与生产效率。随着材料科学、智能控制及制造工艺的持续突破,甲苯缠绕管冷凝器将在化工节能降碳中发挥更加重要的作用,推动行业向绿色、可持续方向转型。
- 上一篇:U型管换热器制药应用
- 下一篇:高压列管换热设备-传热效率高
 咨询电话
咨询电话