
 您的位置:
您的位置:



螺纹螺旋缠绕换热设备标准
螺纹螺旋缠绕换热设备标准解析
螺纹螺旋缠绕换热设备凭借其独特的螺旋缠绕管束设计,在石油化工、制药、食品加工、电力、冶金等领域展现出高效传热、结构紧凑、耐腐蚀性强等优势。其设计、制造与检验需遵循一系列国家标准(GB)和行业规范,以确保设备性能、安全性和使用寿命。以下从核心标准框架、材料规范、结构要求、制造工艺及检测方法五个维度展开分析。

一、核心标准框架:以GB/T 151-2014为基础
我国针对螺纹螺旋缠绕换热设备的标准体系以 GB/T 151-2014《热交换器》 为核心,该标准明确了管壳式换热器的设计、制造、检验及验收规范,涵盖固定管板式、浮头式、U形管式等结构类型,为螺旋缠绕管换热设备提供了基础设计准则。此外,针对特定工况和介质,还需参考以下专项标准:
GB/T 23971-2009《热载体油》:规定乙二醇等热载体的物理化学性能指标(如闪点、酸值、残炭),为设备选材提供介质特性依据。
GB/T 27698-2011《热交换器性能试验方法》:定义传热系数、冷凝效率等关键性能参数的测试方法,确保设备满足热工设计要求。
GB/T 34238-2017《乙烯裂解装置用换热器标准》:针对高温腐蚀工况提出特殊要求,为乙二醇设备在条件下的应用提供补充规范。
二、材料规范:耐腐蚀与耐高温的协同优化
螺纹螺旋缠绕换热设备的材料选择需综合考虑介质腐蚀性、温度、压力及成本等因素。GB标准将材料分为三类并明确适用场景:
不锈钢系列:
304/316L不锈钢:316L因含钼元素,在含Cl⁻环境中年腐蚀速率≤0.01mm,设备寿命达15年,是碳钢设备的5倍。例如,某化肥厂采用316L不锈钢换热器处理乙二醇废水,连续运行5年无泄漏。
2205双相不锈钢:在煤制乙二醇工艺中,成功应对含硫介质,年维护成本降低60%。
钛合金与哈氏合金:
钛合金:在60℃以上浓盐酸中腐蚀速率低于0.01mm/a,设计压力达40MPa,适用于海洋工程及高温浓盐酸工况。
哈氏合金:耐氯离子腐蚀性能优异,年腐蚀速率<0.01mm,使用寿命超15年,适用于高温高压盐酸环境。
非金属材料:
聚四氟乙烯(PTFE):用于制作密封件、衬里等,GB标准对其耐温性、耐压性及与介质的相容性进行严格规定,防止因材料选择不当导致腐蚀泄漏。
新型复合材料:
石墨烯/碳化硅复合材料:导热系数突破300 W/(m·K),耐温提升至1500℃,适用于超高温制药反应。
陶瓷涂层:抗结垢性能提升5倍,延长设备寿命。
三、结构要求:紧凑高效与耐压耐温的平衡
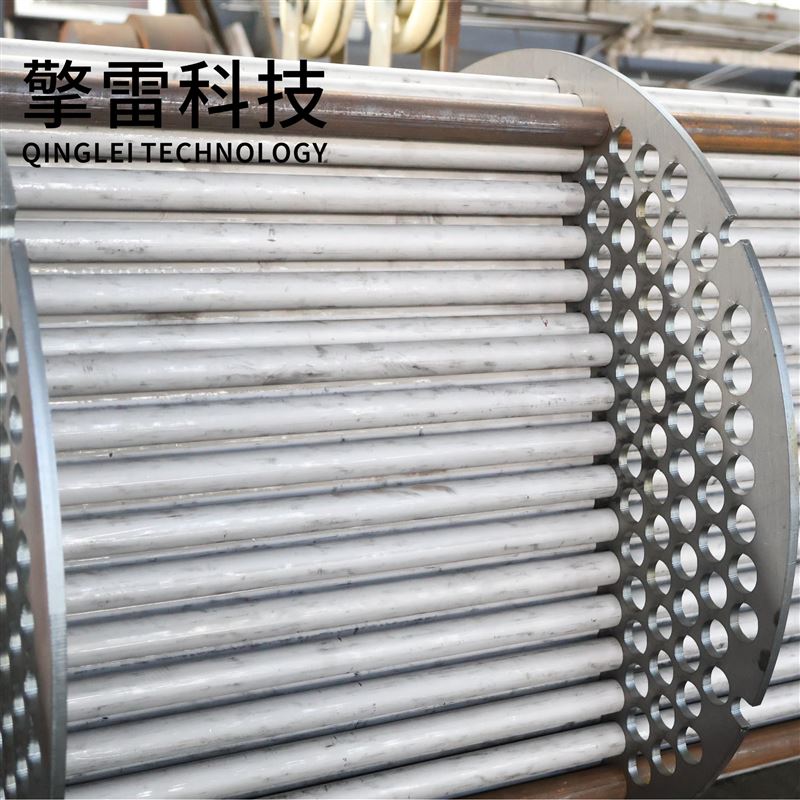
螺纹螺旋缠绕换热设备的核心结构包括螺旋管束、壳体、管板及进出口接管,其设计需满足以下标准:
螺旋管束设计:
由多根金属管(如316L不锈钢、钛合金)按15°-30°螺旋角分层缠绕在中心筒上,形成同心圆结构,单位体积传热面积达100-170m²/m³,体积仅为传统设备的1/10。
管束两端预留自由伸缩段,允许随温度变化自由膨胀,消除热应力导致的设备损坏风险,寿命延长至30-40年。
壳体与封头:
外部圆柱形压力容器承受高压,封头与分配器引导冷热流体分别进入管程和壳程,实现逆流或顺流换热。
壳体材质根据工况选择低合金钢、不锈钢或镍基合金,设计压力可达30MPa,耐温范围覆盖-196℃至1900℃。
防震与定距设计:
防震条和定距柱防止管束振动,确保长期稳定运行。例如,某炼油厂采用缠绕式螺旋管换热器替代传统U形管式换热器,减少法兰数量,降低泄漏风险。

四、制造工艺:精度控制与质量保障
螺纹螺旋缠绕换热设备的制造工艺直接影响设备性能和寿命,GB标准对以下环节进行严格规范:
螺旋缠绕工艺:
采用数控缠绕机将换热管螺旋缠绕在中心管上,确保间距均匀。例如,某企业通过高精度设备和缠绕工艺,实现管束硬度与塑性的平衡,避免应力集中。
焊接与钝化:
管端采用自动焊接技术,保证密封性。例如,某乙烯裂解炉项目通过激光焊接技术,使焊缝强度提升至基材的120%。
焊接后采用柠檬酸钝化工艺,使焊缝区域耐蚀性提升至基材的95%。
无损检测:
采用X射线、超声波等方法检测焊缝质量,确保无缺陷。
五、检测方法:模拟试验与实际工况验证
GB标准通过实验室模拟试验和实际工况试验,全面评估设备的耐腐蚀性能:
盐雾试验:
模拟海洋大气环境,通过将试样置于一定浓度的盐雾环境中,经过一定时间后观察试样的腐蚀情况,以评价其耐盐雾腐蚀性能。
腐蚀介质浸泡试验:
将换热器的部件或材料浸泡在特定的腐蚀介质中,定期检测其重量变化、力学性能变化等,从而评估其耐腐蚀性。

实际工况模拟试验:
在实际工况条件下,换热器会受到温度、压力、介质浓度等多种因素的综合影响。GB标准鼓励进行实际工况模拟试验,以更真实地反映设备的耐腐蚀性能,并对试验条件设置、试验周期、检测项目等提供指导性规定。
- 上一篇:智能一体化换热机组化工应用
- 下一篇:高压列管换热设备-传热效率高
 咨询电话
咨询电话