欢迎光临williamhill中文官网网站网站!
诚信促进发展,实力铸就品牌
服务热线:
18660167086
18660167086

A相关文章RTICLES
本文围绕循环水碳化硅冷凝器展开探讨。阐述了其基于碳化硅材料特性在设计制造上的要点,分析了该冷凝器在高效换热、耐腐蚀、耐磨损等方面的显著性能优势。详细介绍了其在化工、制药、电力等行业的具体应用领域,同时对当前面临的技术难题与成本挑战进行了剖析,并展望了其广阔的发展前景,旨在为循环水碳化硅冷凝器的进一步推广与应用提供参考。

本文围绕工业碳化硅换热设备展开深入探讨。首先介绍了碳化硅材料的特性,基于此阐述了该换热设备在耐腐蚀、耐高温、高导热等方面的突出性能优势。接着详细分析了其在化工、冶金、新能源等多个工业领域的应用情况。然后探讨了设备在制造工艺、成本等方面面临的挑战及相应的解决策略。最后对其未来发展趋势进行了展望,旨在为工业碳化硅换热设备的进一步发展与应用提供全面的参考。
本文聚焦于乙醇 - 碳化硅热交换器展开深入探讨。首先介绍了碳化硅材料的特性,阐述其为何适用于乙醇热交换场景;接着详细分析了该类型热交换器在高效传热、耐腐蚀、耐高温等方面的性能优势;然后探讨了其在化工、新能源、食品医药等多个领域的应用场景;最后对其未来的发展前景进行了展望,旨在为相关领域的研究和应用提供全面的参考。

在制药、化工、冶金、电力等工业领域,高温蒸汽与腐蚀性介质的热交换是核心工艺环节。传统金属换热器因耐温极限低、易腐蚀等问题,难以满足工况需求。而蒸汽碳化硅换热装置凭借其耐高温、抗腐蚀、高导热、轻量化等特性,正成为工业热交换领域的革新力量。

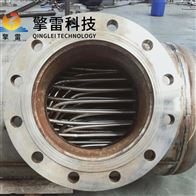
耐腐蚀列管换热装置通过耐蚀材料选择与流道优化设计的协同,实现高效热交换与长期抗腐蚀的平衡。其核心结构为列管式,热流体(如蒸汽、高温气体)在管内流动,冷流体(如水、冷却介质)在管外(壳程)流动,热量通过管壁传递。
 您的位置:
您的位置: 咨询电话
咨询电话